Powłoki proszkowe ewoluowały znacząco na przestrzeni lat, zmieniając podejście przemysłu do wykańczania powierzchni. Malowanie proszkowe to proces, podczas którego suchy, sypki, termoutwardzalny lub termoplastyczny materiał proszkowy nakłada się na powierzchnię, topi i utwardza w celu uzyskania równej powłoki. Ten proces wykańczania powierzchni jest odpowiedni dla różnych materiałów, w tym metali, tworzyw sztucznych, szkła oraz płyt pilśniowych średniej gęstości (MDF), i może zapewnić zarówno funkcjonalne, jak i dekoracyjne powłoki powierzchniowe w szerokiej gamie kolorów, wykończeń i tekstur, które nie są łatwo osiągalne konwencjonalnymi metodami powlekania farbami ciekłymi.
Istnieją dwie główne metody malowania proszkowego − elektrostatyczne napylanie i nakładanie proszku w złożu fluidalnym (nie jest to obecnie zbyt popularny proces, więc pominiemy tę technologię). Każdy proces może zapewnić powłoki, które są na ogół trwalsze, tańsze i przyjazne dla środowiska niż porównywalna powłoka ciekła. Jednakże, chociaż powłoki proszkowe wykazują pewne zalety w porównaniu z powłokami ciekłymi, nie nadają się one do wszystkich zastosowań produkcyjnych, takich jak powłoki cienkowarstwowe lub powłoki na detale wielkogabarytowe, np. konstrukcje mostowe, statki, czy samoloty.
Przegląd procesu i sprzętu do malowania proszkowego
Malowanie proszkowe to wieloetapowy proces wykańczania powierzchni odpowiedni dla podłoży metalowych i niemetalowych. Metoda obejmuje etapy przygotowania, nakładania i utwardzania oraz wykorzystuje pistolet natryskowy, kabinę lakierniczą i piec do utwardzania. W przeciwieństwie do procesu lakierowania mokrego, w którym stosuje się ciekłą zawiesinę, malowanie proszkowe jest procesem wykańczania na sucho, w którym używa się sproszkowanego materiału powłokowego. W trakcie procesu proszek nanosi się na wstępnie obrobioną powierzchnię podłoża, stapia, a następnie suszy i utwardza, tworząc powłokę ochronno-dekoracyjną. Wyróżnia się trzy etapy: przygotowanie powierzchni, nałożenie powłoki i utwardzanie cieplne.
- Etap przygotowawczy
Przed nałożeniem farby proszkowej powierzchnię podłoża należy oczyścić i zabezpieczyć, aby upewnić się, że część jest wolna od kurzu, brudu i zanieczyszczeń. Jeśli powierzchnia nie jest odpowiednio przygotowana, wszelkie pozostałości na powierzchni detalu mogą mieć wpływ na przyczepność farby i jakość końcowego wykończenia. Kompletna obróbka przygotowawcza zależy głównie od powlekanego materiału. Jednakże powszechnie stosowane na tym etapie procesy obejmują: obróbkę strumieniowo-ścierną, czyszczenie, płukanie, wytrawianie i suszenie, a najczęściej używany sprzęt to: stanowiska do mycia, śrutownie i piece suszące. Olej, smar, rozpuszczalnik i pozostałości można usunąć z powierzchni części w zbiornikach zanurzeniowych lub stacjach mycia, które mogą natryskiwać części gorącą wodą, parą, detergentem i innymi roztworami do obróbki wstępnej w celu oczyszczenia, chemicznego przygotowania i spłukania powierzchni przed powlekaniem. Jeśli projekt elementu wymaga, aby pewne sekcje pozostały niepowlekane, przed etapem aplikacji na podłoże nakłada się produkty maskujące. Są one powszechnie dostępne w różnych kształtach i formach. Zazwyczaj są wykonane z papieru lub folii z tworzywa sztucznego pokrytej klejem samoprzylepnym, który pozwala im przylegać do podłoża i zabezpieczać pokrywaną powierzchnię przed kontaktem z materiałem proszkowym podczas operacji malowania.
- Etap aplikacji
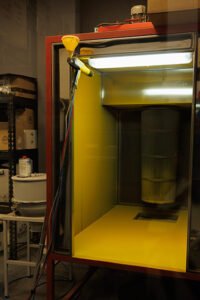
W przypadku większości części metalowych materiał powłokowy nakłada się metodą elektrostatycznego napylania. Ta metoda aplikacji wykorzystuje kabinę proszkową, podajnik proszku, elektrostatyczny pistolet natryskowy oraz, w zależności od rodzaju użytego pistoletu, zespół napędowy.
Kabina lakiernicza służy jako miejsce pracy do nakładania materiału proszkowego na detal. Fluidyzowany materiał proszkowy jest rozprowadzany z podajnika do pistoletu do malowania proszkowego, który służy zarówno do przekazania ładunku elektrycznego na proszek, jak i do nałożenia go na podłoże. Istnieją trzy typy pistoletów elektrostatycznych: corona, tribo i dzwony. Naładowane elektrycznie cząstki mogą następnie przylgnąć do uziemionej powierzchni detalu i pozostaną przyklejone tak długo, jak długo utrzymają część swojego ładunku. Wszelkie pozostałości natrysku można zebrać w systemach odzyskiwania i ponownie wykorzystać w przyszłych aplikacjach.
- Etap utwardzania
Części malowane proszkowo należy utwardzać w piecu do polimeryzacji. Chociaż harmonogram utwardzania zależy głównie od rozmiaru, kształtu i grubości powlekanego elementu, zazwyczaj piec polimeryzacyjny, pracujący w temperaturze ok. 200 stopni Celsjusza, daje czas utwardzania w zakresie od dziesięciu do kilkudziesięciu minut. W związku z tym mniejsze części malowane proszkowo wymagają krótszego czasu polimeryzacji i mniejszych ilości ogrzanego powietrza do całkowitego utwardzenia, a większe części wymagają więcej czasu. Gdy część pokryta powłoką osiąga optymalną temperaturę utwardzania w piecu, cząstki proszku topią się i łączą ze sobą, tworząc ciągłą warstwę na powierzchni detalu.
Uwagi dotyczące materiału podłoża
Powłoki proszkowe nakłada się głównie na powierzchnie metalowe, takie jak stal, stal nierdzewna i aluminium. Można je jednak nakładać również na podłoża niemetalowe, takie jak szkło, drewno lub MDF. Zakres materiałów odpowiednich do procesu malowania proszkowego ogranicza się do materiałów, które wytrzymują temperatury wymagane do stopienia i utwardzenia proszku bez topienia, deformowania lub spalania. Wybrany materiał pomaga również określić zastosowaną metodę powlekania. Ponieważ metale można uziemiać elektrycznie, materiał powłokowy na ogół nakłada się na podłoża metalowe metodą elektrostatycznego osadzania natryskowego. Z drugiej strony, ponieważ niemetale nie mogą być wystarczająco uziemione, czasem wymagają one nakładania powłok proszkowych metodą powlekania proszkowego w złożu fluidalnym.
Wykończenia powłok proszkowych
Powłoki proszkowe można nakładać w szerokiej gamie kolorów, wykończeń, tekstur i grubości, których nie można łatwo uzyskać za pomocą konwencjonalnych metod lakierowania na ciekło. Farby proszkowe, które można otrzymać w praktycznie dowolnym kolorze, mogą być stosowane zarówno do zastosowań ochronnych, jak i dekoracyjnych. Uzyskane ostateczne wykończenie waha się od matowego do błyszczącego i przezroczystego do metalicznego. Dostępne są również różne tekstury do celów dekoracyjnych lub ukrywania niedoskonałości powierzchni. W porównaniu z procesem powlekania ciekłego, malowanie proszkowe pozwala łatwiej uzyskać równej grubości powłoki.